Product Description
small piston double acting hydraulic lift ram cylinder
Product Description
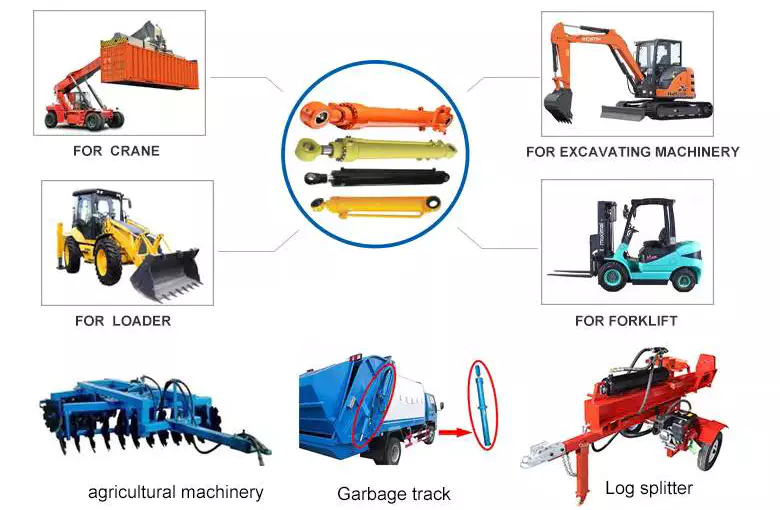
Eaton, parker, hercules, prince, cross type double acting hydraulic cylinder are used for Trailer, Agricultural Machinery, Garbage Truck, Landing Platform etc.
Tsingshi hydraulic Customers, MAN, JAC, VOLVO, SHACMAN, DAF, JMC, HUNO, CIMC, SINOTRUK, TATRA,BENS,XIHU (WEST LAKE) DIS.FENG, FOTON,etc.
1.Piston rod electroplate hard chrome;
2.lighter and easier to maintenance double acting hydraulic cylinder;
3.High quality alloy seamless steel pipe have better mechanical properties;
4.The world famous brands of seals, such as Parker, Merkel, Hallite, Kaden, etc;
5.World-class processing technology ensures stable and reliable quality.
| NO | ITEM | double acting hydraulic cylinder DATA |
| 1 | Material | Carbon Steel, Alloy Steel, 27SiMn,45#,20#,etc |
| 2 | Honed tube | 40-300mm, Heat treatment, honing, rolling |
| 3 | Honed tube | 30-280mm, plated nickel or hard Chrome or ceramic |
| 4 | Seal kit | Parker, Merkel, Hallite, Kaden, etc |
| 5 | Coating | Sandblasting, primer paint, middle paint, finish paint, Color can paint according to customer demands. |
| 6 | Technology | double acting hydraulic cylinder |
| 7 | Mounting type | Pin-eye , flange, trunnion mount,ball mount, screw thread. FC, FE, FEE, FSE,TPIN |
| 8 | Working medium | Hydraulic Oil |
| 9 | Working pressure | 16-20Mpa hydraulic lift cylinder |
| 10 | Temperature range | -50°C to +100°C |
Detailed Photos
Company Profile
Tsingshi hydraulic is a hydraulic telescopic cylinder for dump tipper truck company which takes up with hydraulic design, R&D, manufacturer, sell and service hydraulic products-small piston double acting hydraulic lift ram oil cylinder.
-double acting hydraulic cylinder Certification ISO9001 TS16949, etc;
-mini double acting hydraulic cylinder Export to North America, South America, Australia, South Korea, Southeast Asia, South Africa, Europe, Middle East, etc;
-ODM&OEM small double acting hydraulic cylinder according to client’s requirements;
-Professional manufacturer& supplier of Hydraulic Cylinders over 30 years;
-The micro double acting hydraulic cylinder can be used for Dump Truck, Tipper Truck, Trailer, Agricultural Machinery, Garbage Truck,Landing Platform etc; We can produce the follow brand hydraulic cylinder. HYVA, BINOTTO, EDBRO, PENTA, MAILHOT, CUSTOM HOIST, MUNCIE, METARIS, HYDRAULEX GLOBAL, HYCO, PARKER, COMMERCIAL HYDRAULICS, MEILLER. WTJX, XT, JX, HCIC, ZX, SZ, SJ.
CUSTOMERS PHOTOS
QUALITY GUARANTEE
HIGH QUALITITY GUARANTEE-double acting hydraulic cylinder
-7*24 service.
-Competitive price.
-Professional technical team.
-Perfect after-sales service system.
-ODM&OEM Hydraulic Cylinder according to customer needs.
-Strong Hydraulic Cylinder production capacity to ensure fast delivery.
-Guarantee Quality. Every process must be inspected, all products need be tested before leaving the factory.
<hydraulic cylinder Leak Test
<piston hydraulic cylinder Buffer Test
<hydraulic lift cylinder Reliability Test
<hydraulic ram cylinder Full Stroke Test
<hydraulic cylinder double acting Operation Test
<micro double acting hydraulic cylinder Pressure Tight Test
<small double acting hydraulic cylinder Load Efficiency Test
<double action hydraulic cylinder Start-up Pressure Test
<double acting hydraulic cylinder Testing the Effect of Limit
SALES AND SERVICE
PRODUCTS SERIES
ONE WORLD ONE LOVE
| Certification: | CE, ISO/Ts16949 |
|---|---|
| Pressure: | Medium Pressure |
| Work Temperature: | Normal Temperature |
| Acting Way: | Double Acting |
| Working Method: | Straight Trip |
| Adjusted Form: | Regulated Type |
| Samples: |
US$ 100/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What safety considerations are important when working with hydraulic rams?
Working with hydraulic rams requires careful attention to safety to prevent accidents and ensure the well-being of personnel. Here’s a detailed explanation of important safety considerations:
1. Pressure Hazards: Hydraulic rams operate under high pressure, which can pose significant hazards if not properly managed. It is crucial to follow manufacturer guidelines and industry standards regarding maximum pressure limits. Pressure relief valves should be installed to prevent overpressurization, and pressure gauges should be used to monitor the system’s pressure levels.
2. Personal Protective Equipment (PPE): Workers involved in the operation or maintenance of hydraulic rams should wear appropriate personal protective equipment. This may include safety glasses, gloves, protective clothing, and steel-toe boots. PPE helps protect against potential hazards such as hydraulic fluid leaks, flying debris, or accidental contact with moving parts.
3. Lockout/Tagout Procedures: Before performing any maintenance or repair tasks on a hydraulic ram, proper lockout/tagout procedures must be followed. This involves isolating the hydraulic system from its power source, de-energizing the equipment, and securing it with lockout devices or tags to prevent unintentional startup. Lockout/tagout procedures ensure that the ram remains in a safe and non-operational state during maintenance activities.
4. Training and Competence: Only trained and competent personnel should operate or work on hydraulic rams. Proper training ensures that individuals understand the safe operating procedures, potential hazards, and emergency protocols associated with hydraulic systems. Competent workers are familiar with the equipment’s limitations, maintenance requirements, and troubleshooting techniques.
5. Inspection and Maintenance: Regular inspection and maintenance of hydraulic rams are essential for safety. Components should be inspected for signs of wear, leaks, or damage. Any identified issues should be promptly addressed to prevent potential failures or accidents. Maintenance tasks should be performed following manufacturer recommendations and industry best practices.
6. Fluid Handling: Hydraulic fluid used in rams can be hazardous. It is important to handle hydraulic fluid with care, avoiding skin contact or ingestion. Spills should be cleaned up promptly, and proper waste disposal procedures should be followed. Material Safety Data Sheets (MSDS) provided by the hydraulic fluid manufacturer should be consulted for specific handling and disposal guidelines.
7. Risk Assessment: Before working with hydraulic rams, a thorough risk assessment should be conducted to identify potential hazards and implement appropriate safety measures. This assessment should consider factors such as system pressure, equipment stability, environmental conditions, and human factors. Mitigation strategies should be implemented to minimize risks and ensure a safe working environment.
By adhering to these safety considerations, including managing pressure hazards, using appropriate PPE, following lockout/tagout procedures, providing training and competence, conducting regular inspection and maintenance, handling fluids safely, and performing risk assessments, the risks associated with working with hydraulic rams can be effectively mitigated, promoting a safe working environment for all personnel involved.
How does a hydraulic ram handle variations in environmental conditions?
A hydraulic ram is designed to handle variations in environmental conditions effectively. Here’s a detailed explanation:
1. Temperature: Hydraulic rams are designed to operate within a wide temperature range. The hydraulic fluids used in the system are formulated to maintain their viscosity and performance under different temperature conditions. Additionally, hydraulic systems may incorporate temperature control mechanisms, such as coolers or heaters, to regulate the fluid temperature and ensure optimal operation. This enables hydraulic rams to handle variations in temperature without significant impact on their performance.
2. Moisture and Humidity: Hydraulic rams are typically sealed to prevent moisture or humidity from entering the system. Seals and gaskets are used to create a barrier against external contaminants. Additionally, hydraulic systems may include desiccant breathers or moisture-absorbing elements to maintain dry and clean hydraulic fluid. These measures help protect the hydraulic ram from moisture-related issues such as corrosion or reduced lubrication, allowing it to operate reliably in humid environments.
3. Dust and Contaminants: Hydraulic rams are designed to withstand dust and contaminants commonly found in various environments. The use of air filters, hydraulic filters, and breathers helps prevent the ingress of particles into the hydraulic system. Regular maintenance, including filter replacement and system cleaning, ensures the hydraulic ram remains free from excessive contamination. By minimizing the impact of dust and contaminants, hydraulic rams can maintain their performance and longevity even in harsh or dirty environments.
4. Shock and Vibration: Hydraulic rams are built to handle shock and vibration that may occur during operation. Robust construction, including durable materials and proper mounting techniques, helps absorb and dissipate shocks and vibrations. Additionally, hydraulic systems may incorporate dampening elements or accumulators to further minimize the impact of sudden shocks or vibrations. These features enable hydraulic rams to maintain their stability and functionality even in applications subjected to high levels of vibration or shock.
5. Corrosion Resistance: Hydraulic rams are often designed with corrosion-resistant materials, such as stainless steel or corrosion-resistant coatings. This protects the ram from corrosion caused by exposure to moisture, chemicals, or corrosive environments. Proper maintenance, including regular inspection and cleaning, helps identify and address any signs of corrosion, ensuring the hydraulic ram’s performance and longevity.
6. Environmental Considerations: In certain applications or industries, hydraulic rams may need to comply with specific environmental regulations. For example, they may need to meet certain standards for noise emissions, leakage prevention, or biodegradable hydraulic fluids. Manufacturers take these considerations into account during the design and production of hydraulic rams to ensure compliance and minimize environmental impact.
By incorporating temperature tolerance, moisture and humidity protection, dust and contaminant prevention, shock and vibration absorption, corrosion resistance, and environmental considerations, hydraulic rams are well-equipped to handle variations in environmental conditions. These design features contribute to the reliability, durability, and performance of hydraulic rams in diverse operating environments.

What is a hydraulic ram and how does it work?
A hydraulic ram is a type of water pump that utilizes the energy of flowing water to lift a portion of that water to a higher elevation. Here’s a detailed explanation of its working principle:
A hydraulic ram consists of several key components:
- Drive Pipe: The drive pipe is connected to a water source, such as a stream or a river. It carries the flowing water that provides the energy for the hydraulic ram.
- Delivery Pipe: The delivery pipe carries the water from the hydraulic ram to the desired destination at a higher elevation.
- Valve: The valve controls the flow of water within the hydraulic ram.
- Air Vessel: The air vessel acts as an accumulator and helps maintain a constant flow of water.
The working principle of a hydraulic ram can be summarized in the following steps:
1. Water Flow: The hydraulic ram is installed in a location where there is a natural flow of water. As water flows through the drive pipe, it enters the hydraulic ram.
2. Water Hammer Effect: The flowing water gains momentum and velocity as it enters the hydraulic ram. When the water flow is abruptly stopped by the valve, the kinetic energy of the moving water is converted into pressure energy, creating a water hammer effect.
3. Valve Operation: The sudden increase in pressure due to the water hammer effect forces the valve to close, preventing the backward flow of water. This closure allows the pressure to build up in the hydraulic ram.
4. Air Vessel Operation: As the pressure builds up, it compresses the air in the air vessel. The compressed air acts as a cushion, absorbing the pressure fluctuations and maintaining a constant flow of water.
5. Delivery Phase: Once the pressure reaches a certain threshold and the valve closes, the compressed air in the air vessel pushes the water through the delivery pipe, lifting a portion of the water to a higher elevation.
6. Valve Reopening: As the water is pushed out through the delivery pipe, the pressure in the hydraulic ram decreases. This causes the valve to reopen, allowing the cycle to repeat.
7. Continuous Operation: The hydraulic ram operates continuously as long as there is a steady flow of water in the drive pipe. It uses the energy of the flowing water to lift a smaller portion of that water to a higher elevation, without the need for external power sources.
Hydraulic rams are commonly used in areas with a reliable water source and a need for pumping water to a higher elevation. They are particularly useful in remote locations or off-grid settings, where conventional power sources may not be readily available.


editor by CX 2023-11-21